
Beim traditionellen Tieflochbohren wird das Verhältnis zwischen Tiefe und Durchmesser des Bohrlochs verwendet, um zu bestimmen, was ein Tiefloch ist. Im Allgemeinen werden Bohrungen mit einem Verhältnis von Tiefe zu Durchmesser von mehr als 10:1 als Tiefbohrungen bezeichnet. Das traditionelle Tieflochbohren besteht aus dem BTA-Bohren und dem Einlippenbohren (Tieflochbohren mit einem Einlippenbohrer) sowie aus zusätzlichen Verfahren, die für bestimmte Toleranzziele entwickelt wurden. Diese Verfahren werden in der Regel auf BTA-Tieflochbohrmaschinen durchgeführt. Beim Tieflochbohren können Werkstücke mit einem genauen Durchmesser, einer geraden Form und einer ausgezeichneten Oberflächengüte bearbeitet werden. Diese Technik wird bei einer Vielzahl von Materialien eingesetzt, von Aluminium bis hin zu Superlegierungen. Beim Tieflochbohren werden spezielle Werkzeuge und Geräte eingesetzt, um Hochdruck-Kühlmittel zuzuführen, die Späne sauber abzuführen und eine größere Bohrtiefe in Metall zu erreichen als mit einer herkömmlichen CNC-Maschine.
Deshalb gehört das Tieflochbohren zur modernen Bearbeitungstechnologie
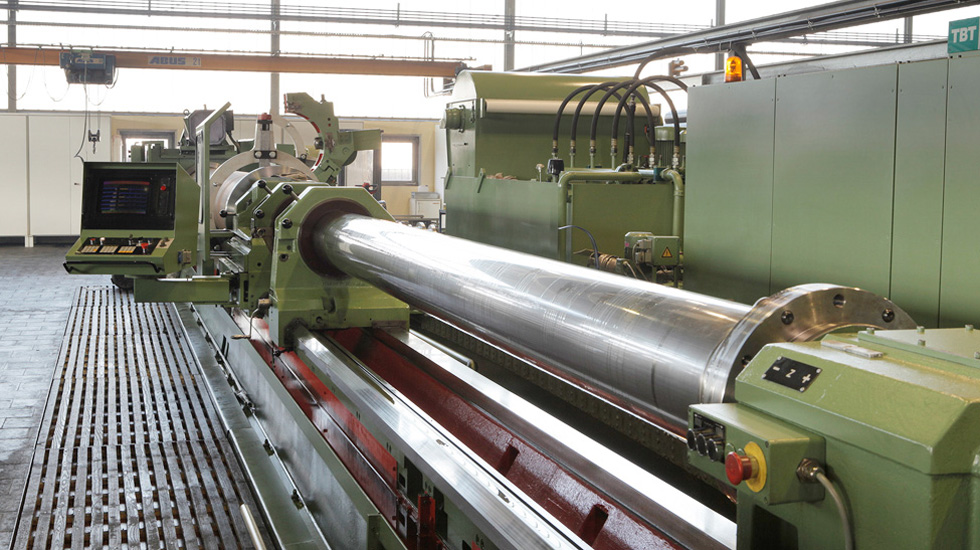
 Das Tieflochbohren wird in der Regel mit speziellen Tieflochbohrmaschinen durchgeführt, die so konstruiert, gebaut und zusammengestellt sind, dass sie die Effektivität und Geradlinigkeit der verschiedenen Verfahren maximieren. Jüngste technologische Entwicklungen haben es möglich gemacht, dass CNC-Bearbeitungszentren bis zu einem bestimmten Verhältnis von Tiefe zu Durchmesser bohren können. Diese Zentren sind mit einem Hochdruck-Kühlmittel in der Spindel ausgestattet. In den meisten Fällen wird dies für unsymmetrische Bauteile oder runde Teile mit nicht zentrierten Bohrungen genutzt.
Das Tieflochbohren wird in der Regel mit speziellen Tieflochbohrmaschinen durchgeführt, die so konstruiert, gebaut und zusammengestellt sind, dass sie die Effektivität und Geradlinigkeit der verschiedenen Verfahren maximieren. Jüngste technologische Entwicklungen haben es möglich gemacht, dass CNC-Bearbeitungszentren bis zu einem bestimmten Verhältnis von Tiefe zu Durchmesser bohren können. Diese Zentren sind mit einem Hochdruck-Kühlmittel in der Spindel ausgestattet. In den meisten Fällen wird dies für unsymmetrische Bauteile oder runde Teile mit nicht zentrierten Bohrungen genutzt.
– Die Drehzahl der Werkzeugspindel bestimmt die Schnittgeschwindigkeit.
– Die Bohrdrift kann im Vergleich zu einem rotierenden Werkstück oder einem gegenläufigen Prozess erheblich sein.
Obwohl das Tiefbohren jedes Materials einige Herausforderungen mit sich bringt, wie z. B. die Notwendigkeit, Metallspäne zu entfernen und eine effiziente Temperaturkontrolle aufrechtzuerhalten, bietet das Einlippenbohren im Vergleich zu anderen Methoden mehrere bedeutende Vorteile, darunter die folgenden:
1) Eine außergewöhnlich gute Schnittleistung
2) Minimale Abweichung der Mittellinie
Das Bohren von tiefen Löchern erfordert Präzision von Seiten des Bohrers, und das Bohren von tiefen Löchern sorgt dafür, dass die Abweichung von der Mittellinie minimal ist.
Die Löcher werden mit nahezu perfekter Geradheit gebohrt, und tiefe Löcher werden mit hoher Genauigkeit gebohrt, auch wenn sehr genaue Toleranzen erforderlich sind.
Das Einlippenbohren erreicht eine noch höhere Genauigkeit, wenn es mit einer numerischen Computersteuerung, auch CNC genannt, kombiniert wird.
3) Ausgezeichnete Bohrqualität
Egal wie tief das Loch ist, das gebohrt werden muss, mit einem Einlippenbohrer werden in relativ kurzer Zeit und in nur einem Durchgang hervorragende Ergebnisse erzielt.
4) Ein äußerst zuverlässiger und gleichmäßiger Prozess
Beim Bohren lässt es sich nicht vermeiden, dass Späne als Nebenprodukt entstehen. Beim Einlippenbohren werden die Späne jedoch durch den Einsatz von Hochdruck-Kühlmittel kontinuierlich aus dem Schnittbereich entfernt. Dies führt zu einer Verkürzung der Bearbeitungszeit sowie zu einer Verbesserung der Qualität und Wiederholbarkeit.
Durch die effiziente Spanabfuhr ist es möglich, deutlich tiefere Löcher zu bohren, ohne die Präzision des Bohrers zu beeinträchtigen.
5) Minimalmengenschmierung
Öle zum Tieflochbohren sind speziell für den Einsatz beim Bohren tiefer Löcher in schwer zu bearbeitenden Metallen formuliert.
Wenn nach dem Bohren zusätzliche Bearbeitungsverfahren angewandt werden, ist es möglich, die Konzentrizität, die Geradheit und die Oberflächengüte des tiefen Lochs weiter zu verbessern und komplexe Merkmale hinzuzufügen. Diese Bearbeitungen, die anderen Bearbeitungen an der Außenseite des Lochs ähneln, bearbeiten die Innenfläche des Lochs und können größtenteils auf BTA-Tieflochbohranlagen durchgeführt werden. In den meisten Fällen werden die Bearbeitungen an einem Werkstück durchgeführt, das bereits durch vorheriges Bohren oder Schleudern ein Loch hat.
Die überwiegende Mehrheit dieser Tiefbohrbearbeitungen ist auf die Anforderungen bestimmter Anwendungen zugeschnitten.